һ�������O(sh��)�了(ji��n)��
����
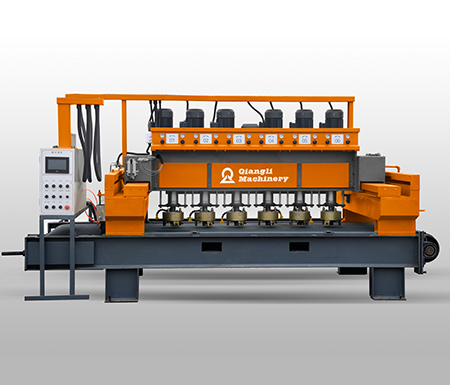
ʯ�Ķ���C(j��)��ʯ�ļӹ��^(gu��)���в���ȱ�ٵ��O(sh��)�䣬��;�Dz��������ʽ��ʯ�İ���ˇҪ��ӹ�������ĺ�ȡ���Ҫ�ɴ�����Ƥ���LͲ���̶���(d��o)܉�����(d��ng)�M������(d��ng)���^��㊵�����늚����ϵ�y(t��ng)�Ȳ��ֽM�ɡ������ʽ�ֿɼ�(x��)�֞�ƽ��㊵��͈AͲ�L���ɷN��
�������Ľ�B�ĸ����O(sh��)���Dz�������(g��)�AͲ�L����ͨ�^(gu��)�ּӹ����뾫�ӹ������ӹ�����(g��)�ӹ��ӴΣ������һ�μӹ����͡�ԓ�O(sh��)���Ƥ�����Ú≺���τ�(d��ng)����(sh��)ʩ���ˮƽ����ݔ��;�M���ϰ��b������(g��)��(d��ng)���^��ǰ���\(y��n)��(d��ng);ÿ��(g��)��(d��ng)���^�Ͼ��b�НL������(sh��)ʩ������������ԭ������������
�������Ȱ��չ�ˇҪ���{(di��o)��������(g��)�L���Ĵ�ֱ�߶�;����(d��ng)����(g��)��(d��ng)���^���_(k��i)���M����Ƥ��;�����Ƥ���Ď���(d��ng)�£������m(x��)�\(y��n)��(d��ng);Ƥ���Ƅ�(d��ng)һ�ε�λ�M������(d��ng)�L���ɺ���ǰ�����Ȼ������˻أ��ܶ���(f��)ʼ��ֱ����ļӹ���ɡ�
��������Ŀǰ�O(sh��)����ڵĆ�(w��n)�}
����1���O(sh��)��ęM���τ�(d��ng)����Һ���ŷ��{(di��o)��ϵ�y(t��ng)���M��늄�(d��ng)�C(j��)�τ�(d��ng)Һ���ã�ͨ�^(gu��)Һ���ŷ�ϵ�y(t��ng)����Һ���R�_(d��)��(sh��)�F(xi��n)�M���ğo(w��)��(j��)�{(di��o)�١�Ŀǰ���҇�(gu��)�ęC(j��)е�O(sh��)��O�ٲ���Һ���ŷ�ϵ�y(t��ng)�M(j��n)���{(di��o)�٣��O(sh��)����F(xi��n)���Ϻ�(gu��)��(n��i)�o(w��)����ُ(g��u)����ͬ�Ĺ���Ԫ����������ϵ�y(t��ng)PLC�õ�����ʽ���T(m��n)�Ӯa(ch��n)Ʒ���w�e���ܶ����ϻ���(y��n)�أ������l�l(f��);ͬ�����ڇ�(gu��)��(n��i)�o(w��)����ُ(g��u)��Ԫ��������˾S���M(f��i)���^�ߣ��S�������^�L(zh��ng)���o��I(y��)�����a(ch��n)����(l��i)���㡣
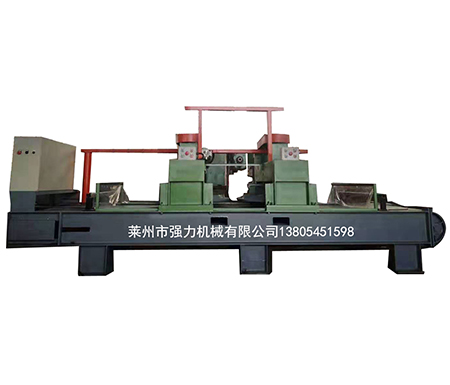
����2���ӹ���ʽ���{(di��o)�����a(ch��n)Ч�ʵ��¡���ӹ��^(gu��)�����D��ʾ��
�������ψD�ɿ���ԓ�O(sh��)����Ԅ�(d��ng)�ӹ����̃H�У��������M(j��n)�����յ��˻ء�һ�N������ʽ������˼ӹ���ĵľ����ԣ�Ч�ʟo(w��)����ߡ�
�����������췽��
����1����(j��ng)�^(gu��)�о��ͷ���(f��)Փ�C���҂��Q�����ð�Ĭ��EV1000-4T0022G��׃�l�����Һ���ŷ�ϵ�y(t��ng)���ð�Ĭ��EC20-2012BRA��PLC���ԭ���T(m��n)�Ӯa(ch��n)Ʒ����Ĭ���a(ch��n)Ʒ�����܃�(y��u)Խ���|(zh��)���ɿ����r(ji��)���m�����^�ײ�ُ(g��u)�������҂������x�����a(ch��n)Ʒ��
����2�����O(sh��)��ԭ�������̵Ļ��A(ch��)�ϣ����ӃɷN�Ԅ�(d��ng)�ӹ���ʽ��������M(j��n)����ǰ���M(j��n)�����چζ��M(j��n)����ʽ�£����Ӹ����˵��������˵��������˵����N�˵���ʽ��
����3������ϵ�y(t��ng)��Ӳ���B��(xi��n)�D��
����4������������
����������ɺ�ęM���\(y��n)��ƽ��(w��n)���Q��o(w��)�_�����{(di��o)�ٷ��㡣���Ԅ�(d��ng)�ӹ���ʽ�£����������ˣ���ǰ���M(j��n)�����ƺ���M(j��n)������ǰ���M(j��n)�����N�ӹ���ʽ�x������˹���Ч�ʣ������ǡ�ǰ���M(j��n)�������ܣ�ʹ��Ч����˃ɱ������θ��죬���p���˹���ͣ�C(j��)�ʣ���(ji��)�s�˾S���M(f��i)�á�
���C(j��)е����˾")
���C(j��)е����˾")
���C(j��)е����˾")