���T�P�I�~��
ʯ�Ķ���C |
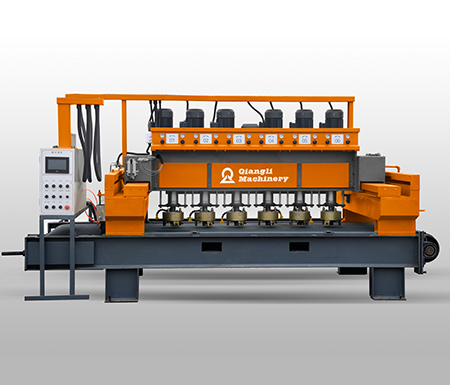
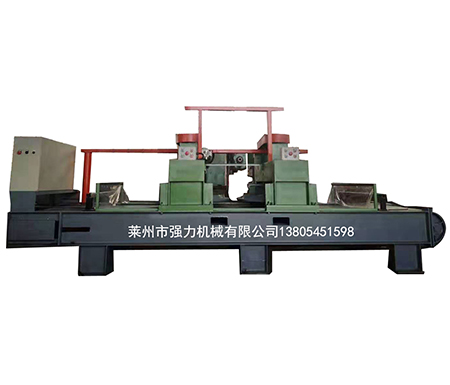
·߅ʯ�B�mĥ�C |
�Ԅ��B�mĥ�C
14�ꌣעʯ�ęCе�аl���ӹ������a
����ʯ�ĵ��и�����ĥ������ĥ߅��ĥ��
ȫ�����՟ᾀ 0535��2743012



 �R���Џ����Cе����˾
�R���Џ����Cе����˾
��˾�Ԓ��0535��2743012
��˾���棺0535��2748886
��˾�]�䣺lzql888@163.com
��˾��ַ��ɽ�|ʡ�R���������ЌW����


��һ��